


  |
滚塑制品产生气泡或孔洞的原因分析:
调整通气管或起相同作用的金属乱丝卷制的长条至模具内部适当距离。通气管一般采用薄擘的金属氟塑料管,其直径由制品尺寸和物料性能决定。(一般薄壁制品按每立方米模具设定10—12mm孔径),管子长度根据制品型腔深度应保证其末端伸入到模腔中心或到合适位置。为避免模具旋转时树脂粉末从排气口溢出,通气管内要用玻璃丝、钢丝绒、石墨粉等充填。
模具适当缓慢舟温、提高炉温(熔融温度)或延长加热时间,确保物料充分熔融和气体排出。
在模具内表面涂覆特氟龙(聚四氟乙烯)涂层替代各种脱模剂,保持模具内部干燥。如果是嵌件因素影响,可对嵌件及其周围部分区域进行预热。
在产品、模具设计过程中,充分考虑以下有利于消除气泡或气孔的措施:采用熔体流动速率(MFR)较高的物料、采用密度较低的物料、改善模具壁厚均匀性、延长自然冷却时间、延缓喷雾(喷水)冷却、滚塑制品上的凸筋或突出部位不宜过窄或过高(对应于模具上的凹槽不能太窄、太深)等。
随着滚塑业小型化、精细化、复杂化的发展,铝模的应用越来越多,如图所示图.
滚塑机的质量好坏并不是以购买或定制的价格高低来衡量的。用户高价买了一台.
1、如果制品壁的抗压能力要求较高,制品上是否要设计加强筋或“吻式”结构.
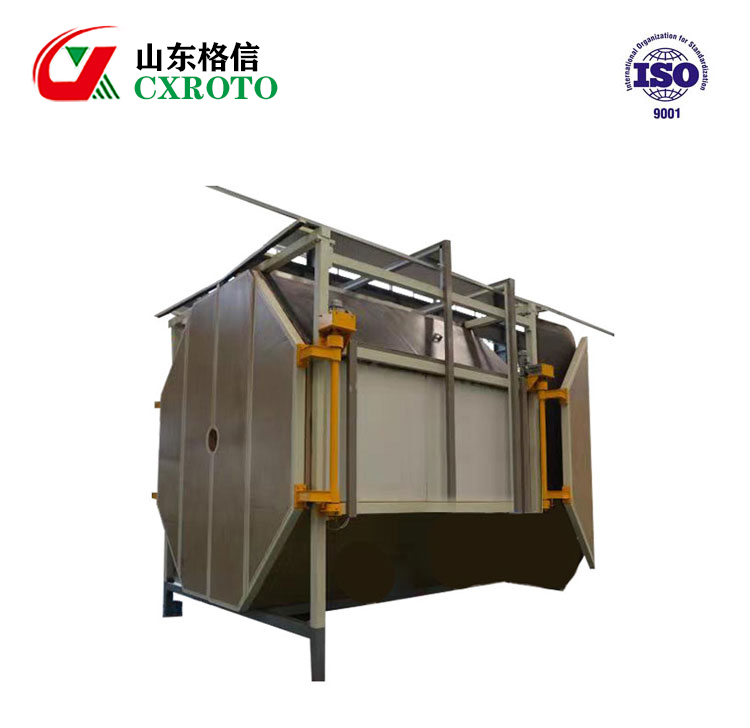
滚塑机又称旋转成型或回转成型,是一种已有较长历史的塑料成型技术。用滚塑.
转塔式滚塑机常见三臂和四臂,含有烘箱、冷却室、转塔、操作系统以及拆装台.
对于滚塑机您可能有一定了解,下面跟随小编去认识一下滚塑机的用途吧。 滚.
滚塑机,想必大家都知道这个名词,但是是否真正了解它呢?滚塑机是一种塑机.
随着滚塑成型工艺的发展滚塑制品的应用范围不断扩大,到现在滚塑制品的应用.
大伙儿假如留意观查道上货车的滚塑油箱,你可以发现许多车的油箱盖子上,都.
电话:0535-2703011
手机:15552436539
邮箱:greenmould@163.com
地址:山东省烟台市栖霞桃村镇 204国道北桃村工业园1#厂区
Copyright © 山东格信机械制造有限公司 鲁ICP备19032425号 专业从事于 滚塑机,滚塑制品,滚塑设备 , 欢迎来电咨询!




请填写您的需求与联系方式,方便客服与您联系!