


  |
当滚塑模具换用不同型号的砂纸时,抛光方向应变换 45 ° ~ 90 °,这样前一种型号砂纸抛光后留下的条纹阴影即可分辨出来。在换不同型号砂纸之前,必须用 100 %纯棉花沾取酒精之类的清洁液对抛光表面进行仔细的擦拭,因为一颗很小的沙砾留在表面都会毁坏接下去的整个抛光工作。从砂纸抛光换成钻石研磨膏抛光时,这个清洁过程同样重要。在抛光继续进行之前,所有颗粒和煤油都必须被完全清洁干净。
滚塑模具用砂纸抛光需要利用软的木棒或竹棒。在抛光圆面或球面时,使用软木棒可更好的配合圆面和球面的弧度。而较硬的木条像樱桃木,则更适用于平整表面的抛光。修整木条的末端使其能与钢件表面形状保持吻合,这样可以避免木条(或竹条)的锐角接触钢件表面而造成较深的划痕。
为了避免擦伤和烧伤工件表面,在用 #1200 和 #1500 砂纸进行抛光时必须特别小心。因而有必要加载一个轻载荷以及采用两步抛光法对表面进行抛光。滚塑模具用每一种型号的砂纸进行抛光时都应沿两个不同方向进行两次抛光,两个方向之间每次转动 45°~ 90°。
随着滚塑业小型化、精细化、复杂化的发展,铝模的应用越来越多,如图所示图.
滚塑机的质量好坏并不是以购买或定制的价格高低来衡量的。用户高价买了一台.
1、如果制品壁的抗压能力要求较高,制品上是否要设计加强筋或“吻式”结构.
滚塑机又称旋转成型或回转成型,是一种已有较长历史的塑料成型技术。用滚塑.
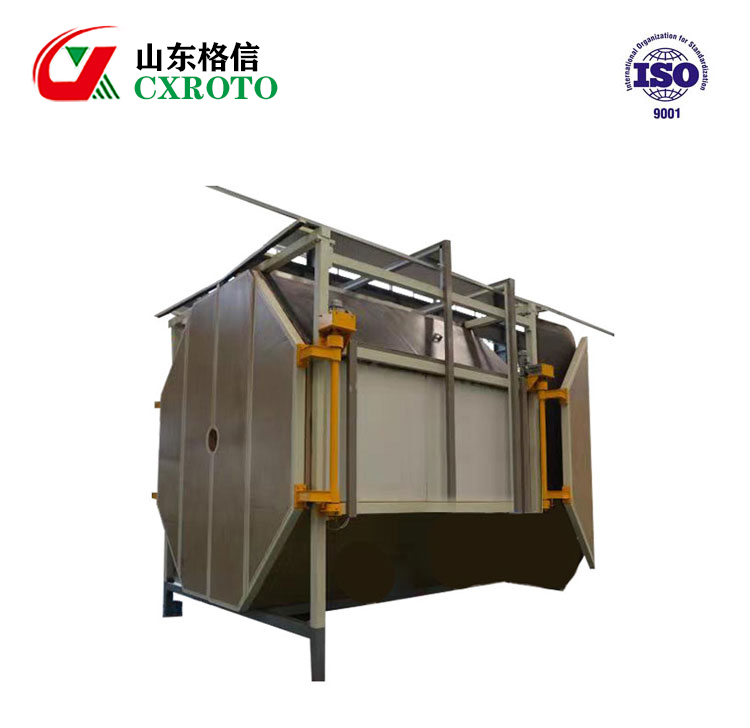
转塔式滚塑机常见三臂和四臂,含有烘箱、冷却室、转塔、操作系统以及拆装台.
对于滚塑机您可能有一定了解,下面跟随小编去认识一下滚塑机的用途吧。 滚.
滚塑机,想必大家都知道这个名词,但是是否真正了解它呢?滚塑机是一种塑机.
随着滚塑成型工艺的发展滚塑制品的应用范围不断扩大,到现在滚塑制品的应用.
大伙儿假如留意观查道上货车的滚塑油箱,你可以发现许多车的油箱盖子上,都.
电话:0535-2703011
手机:15552436539
邮箱:greenmould@163.com
地址:山东省烟台市栖霞桃村镇 204国道北桃村工业园1#厂区
Copyright © 山东格信机械制造有限公司 鲁ICP备19032425号 专业从事于 滚塑机,滚塑制品,滚塑设备 , 欢迎来电咨询!




请填写您的需求与联系方式,方便客服与您联系!